Процесс изготовления брусчатки (тротуарной плитки) не занимает много времени. При хорошей организации производительность может быть очень высокая.
Производство состоит из трех шагов: подготовка смеси, изготовление брусчатки, сушка изделий. Каждый этап включает в себя несколько действий.
Какое потребуется оборудование для производства брусчатки?
- бетоносмеситель (один для однотонной плитки, два для двухцветной);
- вибростол;
- термованна (емкость с водой, оборудованная нагревательными элементами);
- формы для изделий;
- поддоны.
Необязательно сразу иметь все новое оборудование. Например, при первом знакомстве с процессом можно замешать раствор не в бетоносмесителе, а вручную в большой емкости. Если начало окажется успешным, то можно приобрести все необхоимые агрегаты.
Какова же технология производства брусчатки?
- Ингредиенты смеси закладываются в бетоносмеситель. Из чего она состоит: из цемента, воды, наполнителя (песка, отсева щебня, шлака, золы и пр.), пластификатора (по желанию). В другом бетоносмесителе готовится раствор для цветной части брусчатки. В его состав входят те же материалы, плюс к ним добавляется краситель. Все тщательно перемешивается до густой консистенции.
- На специальное оборудование для производства брусчатки — вибростол — ставятся формы. Расстояние между ними должно быть минимальным. В формы помещается раствор. Сначала толщиной 1-2 см заливается смесь с красителем, поверх нее — обычная смесь. Толщина второго, нецветного слоя определяется изготовителем. Однако надо не забывать, что от нее зависит прочностью изделия, поэтому нельзя ее делать слишком тонкой.
- Включается вибростол для изготовления тротуарной плитки на 5-10 секунд. Его работа должна быть умеренной, чтобы уплотнение бетона в формах проходило под воздействием его собственной тяжести. После того, как вибрация закончится, нужно затереть раствор, т. е. загладить его. Если есть необходимость, можно добавить недостающее количество бетона в форму и загладить его без вибрации. Формы с готовой продукцией переместить на поддоны и отправить на просушку.
- Следующим этапом в технологии производства брусчатки является сушка изделий. Плитки помещаются на поддон в несколько слоев (максимум их может быть 10), накрываются пленкой или полиэтиленом и оставляются в умеренно влажном и прохладном помещении на двое суток.
- Когда изделия просохли, их можно вынимать из формы. Чтобы этот процесс прошел быстро, а плитки не деформировались, формы нагреваются на «водяной бане» — термованне — при температуре 60-70ºС. После этого их перемещают на вибростол для изготовления тротуарной плитки, где происходит распалубка.
- Изделия готовы, но перед реализацией они должны набрать прочность и крепость. Для этого их нужно выдержать в естественных условиях в течение месяца. В летний период при хорошей погоде срок можно сократить до 7-10 дней.
Как видим, делать плитку не очень сложно. Однако прежде, чем начать заниматься этим делом, нужно продумать бизнес-план производства брусчатки: благодаря ему можно максимально точно посчитать, каких затрат потребует производство, через какое время оно окупится и сколько средств уйдет на поддержание дела. Не будет лишним поглубже изучить эту строительную сферу, познакомиться с ее плюсами и минусами, просчитать риски и многое другое. Поэтому бизнес-план производства брусчатки окажется как нельзя кстати.
Производство тротуарной плитки — экскурсия на завод Propress
Вы подписались на рассылку! Закрыть
Источник: v-press.ru
Технология производства вибропрессованной тротуарной плитки
С решением актуальных на сегодняшний день задач по повышению устойчивости тротуарной плитки к влиянию механических, химических, физических и климатических факторов успешно справляется продукция, изготовленная методом вибропрессования.

Технология объемного вибропрессования позволяет получать мелкоштучные бетонные изделия различной формы, толщины, цветовой гаммы, со строгой геометрией форм и параллельностью поверхностей., обеспечивая высокую прочность и геометрическую точность изделий. Данная технология легко автоматизируется, что даёт возможность повысить производительность и исключить влияние человеческого фактора на качество готовой продукции. Технология объемного вибропрессования позволяет получать изделия не только на основе песчаного бетона, но и с использованием различных материалов, являющихся отходами основного производства (опилки, топливные шлаки, золы, бой кирпича и пр.). Тротуарная плитка, выпускаемая на современном, профессиональном оборудовании служит более 15 лет.
Для производства бетонной тротуарной плитки используют два метода:
Оба метода позволяют получить бетонную плитку с низкой пористостью благодаря малому содержанию воды в бетонной смеси и обеспечению плотной укладки бетонной смеси с применением механических воздействий (вибрирование или вибропрессование). Какого-либо принципиального преимущества у каждого из этих методов нет. Следует отметить, что различные технологии соответствуют разным областям и условиям применения изделий. Выпускаемые изделия не конкурируют, а дополняют друг друга, и призваны удовлетворить широкие потребности индивидуального и массового застройщика.
Рассмотрим особенности производства тротуарной плитки методом объемного вибропрессования.
Вибропрессование — заключается в том, что бетонная смесь укладывается в пресс-форму (матрицу), которая стоит на станине. Станина непрерывно вибрирует. На смесь сверху начинает давить пуансон (деталь обратная матрице, идеально точно входящая в нее, как поршень в цилиндр) и давит до полного уплотнения смеси (30-35 атм). Пуансон тоже непрерывно вибрирует.
После этого матрица и пуансон поднимаются, а на поддоне остаются готовые изделия. Метод высокопроизводителен и допускает высокую степень автоматизации.
При производстве тротуарной плитки методом вибропрессования легко выйти на большие объемы производства, т.к. метод технологичен и не требует большого количества ручного труда.
Формовка изделий производится на стационарных вибропрессах. Для вибропрессования характерно использование полусухих бетонных смесей с пониженным водоцементным отношением (В/Ц). Снижение водоцементного отношения позволяет изготавливать изделия высокой прочности при уменьшенном содержании цемента марки М-400.
Таблица 1
Зависимость прочности бетона от водоцементного отношения
| Проектная марка бетона | Марка цемента | |
| 400 | 500 | |
| 100 200 300 250 300 |
1,03 0,85 0,69 0,57 0,53 |
— — 0,79 0,65 0,61 |
Примечание. Значения В/Ц приведены для бетона, приготовленного на щебне и песке с модулем крупности до 2,5.
ГОСТ 17608-91 «Плиты бетонные тротуарные» прямо указывает, что для изготовления тротуарной плитки водоцементное отношение (В/Ц) должно быть не более 0,4. При увеличении водоцементного отношения тротуарная плитка никогда не будет отвечать требованиям ГОСТа, капиллярные поры в бетонной массе снизят и морозостойкость, и прочность изделия. Поэтому требования ГОСТа вполне закономерны, тротуарную плитку следует изготавливать при В/Ц не более 0,4.
Бетон с низким В/Ц классифицируется как жесткий бетон. При определении подвижности бетона стандартным конусом, жесткий бетон практически не дает усадку после снятия эталонного конуса.
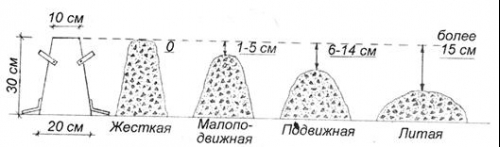
Рис. 3. Определение подвижности бетона стандартным конусом
Метод полусухого вибропрессования позволяет получать изделия с высокими характеристиками морозостойкости (F-200, F-300 и более) и низким водопоглощением (меньше 5%). Изделиям, изготовленным на вибропрессах, характерна точность геометрических размеров и стабильность основных эксплуатационных параметров.
Формующей частью вибропресса является матрица и пуансон. Пуансон имеет на своей поверхности рисунок, который отпечатывается на лицевой поверхности тротуарной плитки. Матрица отвечает за формование стенок изготавливаемой плитки. Формование изделий происходит на сменных технологических поддонах, подаваемых затем на участок сушки.
Методом вибропрессования возможно изготавливать тротуарную плитку, бордюры и водоотливы, а также стеновые и перегородочные камни. Так, изначально покупая неавтоматизированный вибропресс в стандартной комплектации, впоследствии его можно дооснастить различными устройствами и приспособлениями, которые существенно увеличат производительность вибропрессового оборудования.
Типичные заблуждения относительно применения вибропрессов в производстве строительных материалов
Миф 1. Вибропресс стоит очень дорого, и малым предприятиям его покупка не по карману.
Миф 2. Сменная оснастка вибропресса стоит дорого, для выпуска новых изделий требуется покупка новой оснастки.
Миф 3. Вибропресс — машина сложная, и для его обслуживания необходимы высококвалифицированные специалисты.
Миф 4. Переналадка вибропресса на выпуск новой продукции — процесс сложный и трудоемкий, доступный только специалисту.
Однако если подробно рассмотреть применение вибропресса в производстве тротуарной плитки, выяснится, что перечисленные пункты не соответствуют действительности и являются лишь домыслами людей, не владеющих информацией об использовании современного виброоборудования на небольших предприятиях, выпускающих строительные материалы.
В качестве примера, рассмотрим технологию производства вибропрессованной тротуарной плитки на примере доступного рычажного вибропресса классической компоновки. Рычажные вибропресса оснащены двумя электромеханическими вибраторами и имеют рычажный привод подъема подвижных частей вибропресса. Сам процесс производства тротуарной плитки на вибропрессе условно можно разделить на три этапа: Рис. 4.

Рис. 4. Процесс производства тротуарной плитки на вибропрессе
1. Приготовление бетона
Для приготовления бетона потребуется бетоносмеситель принудительного действия, как и при изготовлении литьевой тротуарной плитки. Для однослойных изделий достаточно одного смесителя, для выпуска двухслойных соответственно два смесителя. После приготовления бетона, формовочная смесь подается непосредственно в матрицу вибропресса.
2. Формование
Матрица прижимает технологический поддон к виброплощадке пресса, после загрузки формовочной смеси в матрицу, опускается пуансон, и включаются вибраторы виброплощадки и каретки пуансона. Под действием виброимпульсов происходит уплотнение материала. Время вибропрессования обычно не превышает 3-5 секунд. Затем матрица и пуансон посредством приводных рычагов поднимаются в верхнее положение, а на виброплощадке остается технологический поддон с отформованными изделиями.
Поддон с тротуарной плиткой подается на участок сушки, а на его место устанавливается следующий поддон.
3. Сушка изделий
Технологические поддоны с отформованными изделиями подаются на участок сушки, где должны подвергнуться тепловлажной обработке. В качестве теплоносителя обычно используют водяной пар. Однако при наличии свободных площадей вполне допускается твердение изделий на основе портландцемента в условиях производственного помещения, таким образом, значительно снижаются расходы на тепловую обработку изделий.
Изделия снимаются с технологических поддонов по достижению прочности бетона не менее 1,5-2,0 МПа (обычно уже через 5-8 часов), затем освободившиеся поддоны повторно подаются на формовочный участок и цикл повторяется.
Таким образом, для организации производства вибропрессованой тротуарной плитки потребуется следующий минимальный набор оборудования:
— бетоносмеситель принудительного действия,
— рычажный вибропресс,
— комплект технологических поддонов (при организации производства для снижения первоначальных расходов, возможно изготовление технологических поддонов самостоятельно).
Так же необходимо позаботиться об источнике тепла на участке сушки, если предполагается выпускать продукцию не только летом. При точном соблюдении рецептуры, вибропрессованная тротуарная плитка полностью соответствует требованиям ГОСТа 17608-91 по прочности, истираемости, водопоглощению и морозостойкости
При меньшем расходе цемента вибропрессованная тротуарная плитка значительно прочнее литой плитки. Технология вибропрессования позволяет сократить расход пластификатора и модифицирующих добавок и значительно уменьшить долю ручного труда на производстве.
Организация двухсменной работы, сокращенный технологический цикл (по сравнению с технологией производства литой тротуарной плитки) позволяют резко увеличить выпуск продукции, при снижении накладных расходов. Большинство промышленных вибропрессов имеют солидный запас по увеличению производительности.
С бизнес-планом организации производства тротуарной плитки Вы можете познакомиться в отчете Академии Конъюнктуры Промышленных Рынков «Бизнес-план производства тротуарной плитки методом вибропрессования мощностью 300 тыс.кв.м. в год».
Об авторе:
Академия Конъюнктуры Промышленных Рынков оказывает три вида услуг, связанных с анализом рынков, технологий и проектов в промышленных отраслях — проведение маркетинговых исследований, разработка ТЭО и бизнес-планов инвестиционных проектов.
-Маркетинговые исследования
-Технико-экономическое обоснование
— Бизнес-планирование
Источник: www.newchemistry.ru
Особенности изготовления вибропрессованной тротуарной плитки своими руками

Дороги во все времена – главная проблема для людей. Не обращая внимания на открытие асфальта, и бетона, она важна и сейчас. Под воздействием перепадов температур и осадков даже эти покрытия выходят из строя достаточно быстро. А если учесть, что ремонт и возобновление полотна дороги требует существенных вложений и применения приличного количества рабочей силы, то ясно, почему больших и очень маленьких застройщиков волнует гиперпрессованная тротуарная плитка. Ведь не считая очень высоких рабочих качеств у нее может быть и любая форма.

Пресованная цветная тротуарная плитка
Способы производства
Тротуары из акрилового камня очень часто встречаются на улочках пунктов проживания и во дворах приватных застройщиков. Полноценно автоматизированная методика производства брусчатки вибропрессованием – это:
- возможность получить изделия нужной формы;
- толщина продукции, зависящая лишь от назначения;
- подбор палитры цветов изделий;
- большая продуктивность выработки продукта.

Процесс изготовления брусчатки способом вибропрессования: в стоящую на вибрирующей станине форму прибор закладывает некоторое количество смеси бетона, которую утрамбовывает вибропрессующее приспособление. После окончания формовки механизм подымается, оставляя готовое изделие.
- Для производства продукции свойственно применение смесей с невысоким водоцементным соотношением. В результате полученная плитка имеет большую устойчивость к морозу и холоду и устойчивость к износу.
- Выпуск высококачественной брусчатки требует непрерывного вымешивания и безостановочной подачи смеси в формы.
- Процесс занимает 5 минут.
Гиперпрессованная тротуарная плитка высушивается принудительной сушкой с применением оборудования для обогрева или естественной в помещениях для производственных нужд.

Выбор цветов и форм
Пошаговое описание формовки
Производственная технология брусчатки на очень качественном оборудовании дает возможность использовать при выпуске отходы иных производств:
- угольный шлак;
- кирпичные обломки;
- опилки от лесоперерабатывающих станков.
Развиваться может 2 способами:
- тротуарная плитка вибропрессования из низкосодержащих смесей жёсткого типа;
- тротуарная плитка вибропрессованная, полученная вибролитьем с применением низкомолекулярных органических веществ.

Пресованная тротуарная плитка имеет срок гарантии службы не меньше 16 лет. С процессом формовки управится один человек.
- Сухой состав загружается в бетоносмесительный прибор и вымешивается.
- Для однослойной брусчатки хватит одного механизма для смешивания, двуслойные изделия производятся с использованием 2 аппаратов.
- Дальше смесь ложиться в формы, в которых путем вибрирования приобретает нужный вид. Подчиняют прессованию плитку не больше 6 сек.
- Рычажное управление дает поднять вибрирующие детали агрегата и выверить качество полученного изделия. Если понадобится прессование исполняют еще раз.
- Если результат удовлетворительный, то вибропрессованная тротуарная плитка отправляется для просушивания.
- На свободное место ставится новый поддон с формами.
- Плитки сушатся в собственно отведенных помещениях при конкретной температуре на протяжении 9-10 часов.
Пресованная тротуарная плитка из бетона делается с помощью бетоньерки, машины для прессования, формы и нескольких поддонов для сушки.

Текстура блоков из бетона
Отличие технологии
Чтобы замостить двор, совсем не нужно расходовать наличные средства на приобретение готового материала. Можно применять самодельную тротуарную плитку, а станок вибропрессовки даст возможность сделать такое изделие. Основное — выбрать правильно производственные способы брусчатки.
| Брусчатка вибропрессованная | Вибролитье | |
| Геометрическая точность у формы | 100% выдержит чистоту линии | Не гарантирует такой же формы |
| Устойчивость к морозам | Выдержит перепады и крепкое понижение температур | Слабая устойчивость к морозам |
| Продуктивность | Высокая, большой выход плиток за один день | Невысокая, не представляется возможной автоматизация |
| Устойчивость к износу | Высокая, период годности 16 лет и больше | Средняя, период годности до десяти лет |
| Изъяны поверхности | нет | Через чур гладкая внешняя поверхность плитки опасна для передвижения в зимний период |

Изготовитель пытается делать брусчатку вибропрессованием.
- Для обслуживания оборудования не потребуется большой уровень особой подготовки.
- Так как изготовление вибропрессованнойбрусчатки легче, чем вибролитой, то проведением работ занимается один человек, реже — двое.
- База тех. процесса — уплотнение мелкозернистого состава в особых формах путем вибрации.
- Во время замеса в бетонный состав прибавляются усадки, добавки и низкомолекулярные органические вещества.
Данный процесс изготовления не просит инвестиций и применяется застройщиками во время приватного строительства. Тротуарная плитка собственными руками выходит доступнее.

Самостоятельное производство: за и против
Методика двойной заливки позволяет сделать лучше характеристики эксплуатации, которыми наделена тротуарная плитка, сделанная способом сухого прессования:
- надёжность;
- стираемость:
- устойчивость к морозам;
- водопроницаемость.
Качество блоков зависит от того, как точно соблюдено производственная технология.

По цене самые дорогие, но и долговечные — сухопрессованные тротуарные блоки. Возникают путем давления сильными прессами на формы, благодаря чему уменьшается водоцементное соотношение и увеличивается рабочий ресурс.
- Стоимость изделия 300х300х50 превосходит цену вибролитых тротуарных плит практически вполовину, а вибропрессованных — на 15-20%.
- На сухопрессованных плитах не скользит обувь.
- Изделия имеют красивый дизайн.
- Могут выдержать высокие нагрузки при меньшей толщине.
- Брусчатка, когда станок вибропрессовки употреблялся для изготовления, не разрушается в сложных эксплуатационных условиях.

Форма для производства блоков
Сделанная таким вариантом вибропрессованная брусчатка с названием «Древний город» различается немалым количеством заполнителя. Сухопрессованная плитка позволяет применять мелкофракционный щебень.
При изготовлении брусчатки собственноручно нужно отойти в сторону от технологии изготовления в очень большом масштабе.
- Повышение подвижности состава смеси в форме понижает интенсивность вибрации.
- В состав раствора в первую очередь вводить водный ингибитор.
- Соотношение заменителя, входящего в состав бетона, прямо пропорциональна цементному расходу.

Самостоятельное изготовление плит
Собираясь собственноручно делать брусчатку, нужно продумать все мелочи, сосчитать стоимость оборудования и материалов, приготовить место для хранения и сушки изделий.
Полусухое прессование тротуарной плитки своими руками
- вибропрессованной
- плитка
- производства тротуарной
- производства тротуарной плитки
- тротуарной плитки
- тротуарный
Источник: offthevylc.ru