Тротуарная плитка в России появилась в конце ХХ века, а по прошествии 20 лет сложно найти населённый пункт в котором нет, хотя бы одной улицы не мощеной этим бетонным изделием. Это экономичный материал, который помимо своих технических характеристик, обладает свойствами несущими декоративный характер, используя и экспериментируя с разные цветовые гаммы, мы можем получить неповторимый орнамент. А процесс изготовления тротуарной плитки, очень прибыльное занятие.
Этапы производства тротуарной плитки:
Первоначально необходимо определить из какого сырья мы будем изготавливать тротуарную плитку, и какой рецептуре. Экономически выгодней использовать в качестве инертного и заполнителя, сырье которое производится в вашем регионе. В связи с этим фактором рецепты производства тротуарной плитки могут отличаться в завитимости от региона. Согласно ГОСТ 17608-91, состав полусухой бетонной смеси для изготовляния тротуарной плитки:
Количество компонентов на 1м3, кг
Количество компонентов на один замес, кг
█ Тротуарная плитка своими руками — подробно по этапам (экономно и просто). Handmade garden walkway.
Помимо стандартных составляющих в состав полусухой смеси, добавляют красители и цветные заполнители, в частности мраморную или доломитовую крошку. Даже если в вашем распоряжении всего одна матрица (форма для тротуарной плитки), использование разных добавок для получения различных цветов, существенно повышает ассортимент изготавливаемой тротуарной плитки.
Определившись с рецептом, создаём смесь, для производства тротуарной плитки. Смеситель, узел в виде барабана, который перемешивает песок и цемент, для создания полусухой смеси. Перемешивание принудительное, происходит с помощью вращающихся лопаток.
Это происходит по следующему алгоритму: заполнитель и инертное загружаются в барабан смеситель, способ загрузки зависит от вида смесителя (через дозаторы, или непосредственно в смеситель). Далее предварительное смешивание, подается вода, происходит окончательное смешивание, и готовая полусухая смесь выгружается на ленточный транспортер. Транспортер перемещает смесь в бункер модуля загрузки, в уже опустошенный смеситель, по новой добавляются цемент и песок, весь процесс повторяется. Делая процесс изготовления тротуарной плитки непрерывным.
Смесь из бункера поступает в матрицу, и под одновременным воздействие вибрации и давления, происходит процесс вибропрессования, полусухая смесь принимает форму тротуарной плитки. Эта технология также позволяет производить двухслойную тротуарную плитку (для экономии красителя). В матрицу, загружается смесь с красителем, на высоту 1-2 см, и уже на неё основная полусухая смесь без, добавок, после вибропрессования, плитка извлекается из матрицы. Слой красителя нельзя делать тонеше, так как пострадает прочность изделия.
Готовое изделие должно набрать прочность, а для ускорения этого процесса используют так называемые пропарочные камеры (по сути парилка). Где набор прочности происходит за 8 часов, при температуре 50…70 градусах С, и 90% влажности.
Рифей-Удар оптимальный вибропресс для тротуарной плитки. Но с выполнением роли, станка для производства тротуарной плитки, в состояние справится любой вибропресс производства Завода Стройтехника.
Тротуарная плитка. Производство. #тротуарнаяплитка
Источник: rifey-vibropress.ru
Как сделать вибропрессованную тротуарную плитку


 +38 (050) 457-13-30
+38 (050) 457-13-30  [email protected]
[email protected]
Рецепты
Рецепт для изготовления плитки
на 10м квадратных плитки толщиной 60 мм :
Гранит. щебень ( отсев) просеянный -450кг
Песок речной — 450кг
Пластификатор С3 — 0,7% от массы цемента
Воздухововлекающая добавка СНВ — до 0,02% от массы цемента
Пигмент 2-5 % от массы цемента.
Бетономешалку использовать для жестких полусухих смесей.
Штабелирование изделий.
Свежеотпрессованную плитку на малых поддонах сверху накрывают клеенкой (клеенку просто кладут на штабеля плитки) и плитка высыхает при естественных условиях на малых поддонах ориентировочно до 6…7 утра следующего дня. Затем плитку перекладывают на большие поддоны вручную, обматывают пленкой для того, чтобы штабеля «не развалились» и сверху поливают водой из шланга, пока весь объем тротуарной плитки сверху вниз не будет пропитан. Затем пленкой обматывают поддоны сверху, то есть создаются благоприятных условий для реакции гидратации цемента и твердения «методом термоса». В таком состоянии плитка находится 2…3 дня на улице или в помещении, но в условиях, исключающих падение солнечного света на плитку.
Затем большие поддоны с плиткой транспортируются на склад.
Калькуляция себестоимости на один квадратный метр тротуарной плитки «» высотой 45 мм:
Источник: tandem-2.ru
Организация производства вибропрессованных изделий (тротуарная плитка, бордюрный камень, стеновые блоки)

В России все большим спросом пользуются мелкоштучные изделия из песчаного бетона. Это обусловлено как тем, что данные изделия долговечны, легки в применении и красивы, так и тем, что они относительно просты в производстве. Даже предприниматель среднего уровня может обеспечить уровень вложений, необходимый для открытия подобного производства.
Благодаря этому растущий спрос может быть удовлетворен силами малого бизнеса без открытия глобальных капиталоемких производств.
Удобство производства вибропрессованной продукции заключается в том, что на одной и той же линии, без ее модификаций, можно производить около 50 видов различных изделий. Для этого нужно только сменить формообразующую оснастку на вибропрессе, все остальные компоненты линии одни и те же для всех видов продукции.
Ниже приводится базовый перечень продукции выпускаемой на вибропрессах, причем некоторые производители предоставляют такую услугу, как изготовление формообразующей оснастки по эскизам заказчика. Т.е. есть возможность выпускать уникальные виды тротуарной плитки и блоков.
Базовый перечень продукции выпускаемой на вибропрессах ВИПР:
№4 (стеновой блок рваный камень)
№5 (перегородочный блок рваный камень)
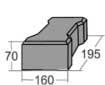
№6 (бордюр тротуарный)
Тротуарная плитка

Плита тротуарная ПТ Ш 22-19 «Шестигранник»
Плита тротуарная ПТ К 19-16 «Катушка»

Плита тротуарная ПТ Р 33-19 «Ромб»
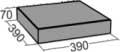
Плита тротуарная «Квадрат 39»

Плита тротуарная «Волна»

Плита тротуарная «100х200»

Плита тротуарная «Квадрат 19»
Также, как говорилось выше, возможно изготовление любых видов формоснастки по чертежам заказчика.
Наибольшим спросом из данного перечня пользуется тротуарная плитка и стеновые блоки. Причем их можно производить разных цветов. Преимущества получаемых изделий в том, что цвет не вытирается и не выцветает в течении всего срока службы (например для тротуарной плитки около 50лет).
По нашему опыту можно составить следующую раскладку по спросу:
- плитка тротуарная брусчатка и катушка, цвет серый и красный — до 60%
- блоки стеновые, частичная пустотность, цвет серый — до 20%
- 20% — все остальное
Данная раскладка составлена для Северо-Западного региона и может меняться в зависимости от региона, но скорее всего изменения будут не кардинальные — например брусчатка заменится квадратом и т.п.
Таким образом получаются практически идеальные условия для открытия новых производств — при растущем спросе можно производить большую гамму изделий с незначительными вложениями.
Базовый расчет окупаемости производства на примере тротуарной плитки
В данном расчете не учтены многие факторы, т.к. полный расчет выходит за рамки данной статьи. Но с помощью этого расчета можно оценить рентабельность производства и целесообразность вложения в него денег.
Как видно из расчета на данный момент открытие производств вибропрессованных изделий очень выгодно. Причем один из основных плюсов данных производств в том, что на этом же оборудовании можно производить большое количество разных изделий.
Организация производства изделий из бетона методом вибропрессования.
Как ни парадоксально, основной проблемой при организации производства является не настройка оборудования или подбор технологии (особенно когда все это делает поставщик, как при покупке вибропрессов ВИПР), а организация хранения и подачи сыпучих компонентов в бетоносмеситель.
Для того, чтобы понять, почему это является такой проблемой рассмотрим пример производства тротуарной плитки 100кв.м. в сутки (2 смены по 8 часов) на вибропрессе ВИПР1-2м.
Типичная малая линия по производству изделий методом вибпрессования представлена на рисунке ниже.

Возможно два принципиальных варианта организации производства:

Как видно из рисунка, готовый раствор подается из бетономешалки в вибропресс, где из него прессуются изделия. Потом готовые изделия отправляются на сушку (либо естественную, либо в пропарочную камеру). То есть процесс прессования с момента выхода раствора из бетоносмесителя не представляет никаких проблем.
Для получения раствора в бетоносмеситель нужно подать цемент, щебень, песок и воду. И обычно, у начинающих производственников здесь и появляются проблемы.
Проблема №1 – объемы
Если производить 100кв.м. тротуарной плитки в день, то для ее производства потребуется 3000кг цемента, 6000кг песка, 4200кг щебня в день. Соответственно в месяц нужно 1,5 вагона цемента. Для бесперебойного производства необходимо заказывать цемент вагонами. Т.к. их отгружают по предоплате в течении месяца, то придется держать заранее оплаченными 2 вагона.
Проблема №2 – дозация
В бетоносмеситель должно попадать строго определенное количество каждого компонента. От этого напрямую зависит качество продукции. Поэтому можно применять только весовую дозацию. И если воду можно пропускать через счетчик, то все остальные компоненты нужно обязательно взвешивать. Либо вручную, либо применяя автоматику, которая обойдется еще примерно в 2млн.руб. (подробное описание ниже).
Проблема №3 хранение
Компоненты обязательно нужно хранить либо в закрытых бункерах, либо внутри помещения. Т.е. нужно заранее предусмотреть для этого место.
На этих проблемах обычно и начинает буксовать производство. Поэтому при покупке вибропресса нужно обязательно заранее продумать способы организации производства, хранения, подачи и дозации сыпучих компонентов. Описание типовых комплектов ниже.
Типовые комплекты для организации линий вибропрессования (в ценах на 17.01.06)
Вариант 1. с ручной дозацией и подачей сыпучих компонентов (см. рис. выше)
В данном случае для организации производства понадобится:
1.1 вибропресс ВИПР1-2м
1.2 форма матрица пуансон (например на тротуарную плитку)
1.3 конвейер ленточный 7 метров
1.4 бетоносмеситель Проф-БС700
1.5 погрузчик для отгрузки продукции
(примерная стоимость комплекта на заводе Строй-Бетон 1,6млн.руб. Посмотреть текущий прайс-лист.)
плюс данного комплекта в дешевизне и быстрой окупаемости. Минус в большом количестве ручного труда и возможном получении некачественной продукции из-за ошибок в дозировании.
Вариант 2. с автоматической дозацией и подачей сыпучих компонентов (см. рис. выше)
1.6 вибропресс ВИПР1-2м
1.7 форма матрица пуансон (например на тротуарную плитку)
1.8 транспортер 7 метров
1.9 бетоносмеситель Проф-БС700
1.1 силос цемента 60 тонн
1.2 склад песка 20 тонн
1.3 бункер щебня 20 тонн
1.4 транспортер 7 метров – 2шт
1.5 линия автоматической дозации сыпучих
1.6 линия автоматической дозации воды
1.7 погрузчик для отгрузки продукции
(примерная стоимость комплекта на заводе Строй-Бетон 2,8млн.руб.)
плюс данного комплекта в полной автоматизации и гарантированно точной дозации. Минус в высокой стоимости.
Организация отгрузок и сбыта продукции
Итак, допустим, что производство уже организовано (с полной автоматизацией или без) и ежедневно выдает готовую продукцию. Перед производителем встает задача, ради которой и создавалось производство, эту продукцию продать. Данная задача не менее сложная, чем собственно само производство и всегда решается индивидуально в зависимости от региона и размера предприятия. Однако есть ряд моментов, отладив которые, можно получить значительное преимущество на рынке.
Попробуем сформулировать их в виде вопросов и впоследствии ответить на них.
Как сделать продукцию предприятия известной в регионе?
Как убедить потребителей, что продукция предприятия лучше, чем у конкурентов?
Как правильно выбирать новые виды продукции для расширения ассортимента?
Итак, если продукция производится, то сделав ее известной и убедив потребителей в ее качестве возможно продавать весь выпускаемый объем. После того как это достигнуто можно начинать расширять ассортимент и увеличивать прибыль за счет увеличения наценки на новые виды продукции, которые покупают не только новые, но и старые клиенты.
Ответы на вышеозначенные вопросы являются не просто готовыми решениями, но и мыслями для последующего развития. В данном вопросе не бывает стандартных решений и всегда можно придумать что-то новое и эффективное. Будут рассматриваться методы, которые подходят для небольших фирм, которым не по карману дать рекламу во все местные газеты и на ТВ на несколько месяцев.
Как сделать продукцию предприятия известной в регионе?
При упаковке продукции, например на поддон, на каждый поддон класть рекламный лист с описанием данной продукции, ее характеристиками и плюсами по сравнению с конкурентами.
Стараться продавать не только со склада предприятия, но и размещать продукцию для продажи на оптовых строительных базах и в магазинах.
Сделать брошюру об использовании продукции в строительстве с ИНТЕРЕСНЫМИ И ПОЛЕЗНЫМИ статьями и своей рекламой. Давать эту брошюру каждому посетителю и разместить ее на оптовых базах.
Данные действия недороги и в течении примерно года позволят сделать продукцию вашей фирмы узнаваемой.
- При каждой продаже прилагать паспорт качества.
- Использовать свою продукцию для своего предприятия, т.е. строить из своих блоков и застилать территорию своей тротуарной плиткой.
- В брошюре, о которой говорилось в п.1 разместить адреса, где использовалась ваша продукция.
- Давать гарантию на долговечность продукции.
Постепенно все это приведет к тому, что о производимой продукции будут не только знать, но и будет сформировано мнение о ее качестве.
- Опрашивать клиентов где они будут использовать вашу продукцию и что им нужно еще.
- Узнать средние цены на рынке на предполагаемые новые виды и оценить их прибыльность.
Савиных А.В. — технолог завода Строй-Бетон
В настройках компонента не выбран ни один тип комментариев
Источник: www.ibeton.ru