Методом вибропрессования изготавливают тротуарную плитку (брусчатку), бордюры, строительные блоки. Они необходимы для обустройства тротуаров, пешеходных дорожек и входных групп частных домов. Технология вибропрессования подразумевает применение меньшего количества воды, чем при производстве товарного бетона. Вибропрессование тротуарной плитки позволяет выпускать надежные стройматериалы с улучшенными коэффициентами прочности, морозостойкости и износостойкости. Способность выдерживать регулярные нагрузки, продлевает срок эксплуатации без потери свойств и привлекательного вида изделий.
Метод вибропрессования
Изготовление методом вибропрессования предполагает выбор оптимального способа воздействия вибрации на подготовленное сырье. Нельзя дать однозначный ответ, что лучше: вибролитье или вибропрессование, так как эти технологии предусматривают разные объемы производства, разные задачи, первоначальные инвестиции, количество задействованных специалистов и качество готовых изделий.
Неравномерная вибрация тротуарной плитки. Вибростол «машет крыльями»

Производство плитки вибропрессованием потребует значительных первоначальных инвестиций и вложения средств и сил. Необходимо установить оборудование для вибропрессования (так называемые вибропрессы), отрегулировать проведение всех технологических операций. Для высокопроизводительных автоматизированных линий вибропрессования дополнительно задействуется дополнительное оборудование для доставки инертных материалов.
Следует подготовить помещение для выдержки и сушки отформованных изделий (камеры набора прочности), способные регулировать влажность и температуру. Заметно усиливается прочность, способность выдерживать морозы и неблагоприятные климатические воздействия. Минимальное помещение для полноценной работы автоматической линии на базе вибропресса STEIF VFL-0.6/2 — 500 м2.
Расширить цветовую гамму и добавить изделиям фактурный слой при изготовлении тротуарной плитки вибропрессованием позволит дополнительное оборудование для вибропресса, например, установка колормикс, отмыва верхнего слоя, бучардирование. Вариантов в этом случае будет гораздо больше, чем у вибролитой плитки. Применяя эти виды обработки придают фактуру с подчеркнутой шероховатостью верхнему слою, схожему к натуральному (естественному) виду поверхности природного камня.
Источник: steifmachine.ru
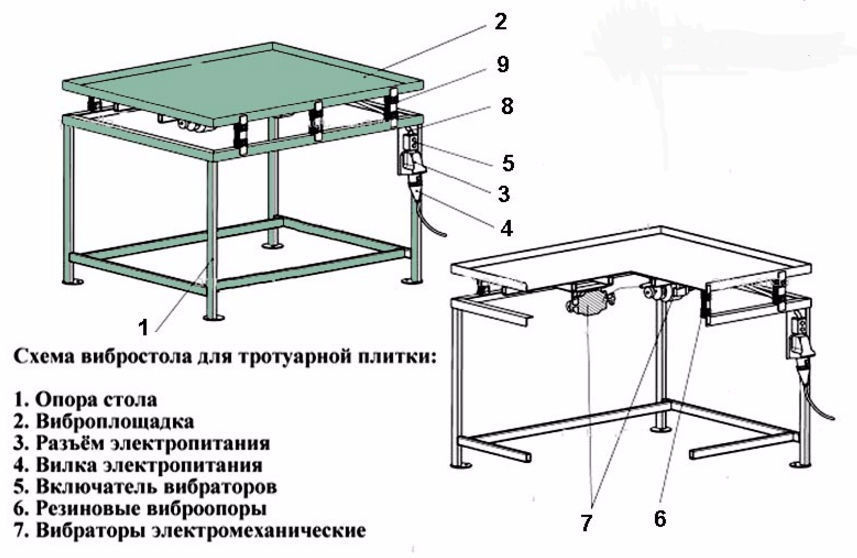
Как сделать вибростол для тротуарной плитки


Уважаемые посетители сайта “Самоделкин друг” сегодня мы с вами разберем, как сделать вибростол для изготовления тротуарной плитки, брусчатки и бордюрного камня своими руками.. Конструкция вибростола для изготовления тротуарной плитки довольно проста, первым делом из металлического уголка или проф-трубы сваривается каркас стола, а рама столешницы делается отдельно, поверхность стола покрывается листовым металлом 1-2 мм. Края столешницы обязательно должны иметь борта высотой 2 см, а в углах прорези, чтоб вытекший из формы раствор мог стекать и не оставаться на поверхности. Далее раму стола и столешницу нужно собрать в единое целое, для чего по углам привариваются стальные пружины, они необходимы для создания той самой вибрации, создаваемой при работе электродвигателя с эксцентриком.
замес раствора,вибрация и сушка тротуарных плиток
Вибродвигатель: он может быть как заводским, так и самодельным, в основном конечно ребята делают сами, здесь особо сложного нечего нет. Берется любой электродвигатель (к примеру от стиральной машинки) на вал надевается толстая пластина металла с приваренным болтом и затягивается гайкой. Далее при работе такой эксцентрик будет создавать вибрацию. Станок для изготовления шлакоблока
Вибрация: для чего она нужна? А необходима она для того, чтобы установив форму с раствором на вибростол, содержимое равномерно растеклось по форме, а самое главное чтоб вышли пузырьки воздуха. Основная задача вибрации-это выпустить воздух из цементного раствора. Чем меньше пор и воздуха, тем выше прочность и качество тротуарной плитки изготовленной на самодельном вибростоле.
Форма для тротуарной плитки: сегодня форму (ы) можно приобрести почти в каждом крупном строительном супер-маркете, или же заказать в интернете любой формы, размера и изображением рисунка. Материал тоже разный: силикон, пластмасса, стекловолокно.
И так, давайте рассмотрим, как самостоятельно сделать вибростол для изготовления тротуарной плитки?
Материалы
- уголок 20х20
- профтруба прямоугольного сечения
- стальная пружина 4 шт
- электродвигатель
- листовой металл 1-2 мм
- краска
Инструменты
- сварочный аппарат
- болгарка (УШМ)
- дрель
- линейка
- уголок
- молоток
Пошаговая инструкция по изготовлению вибростола своими руками.
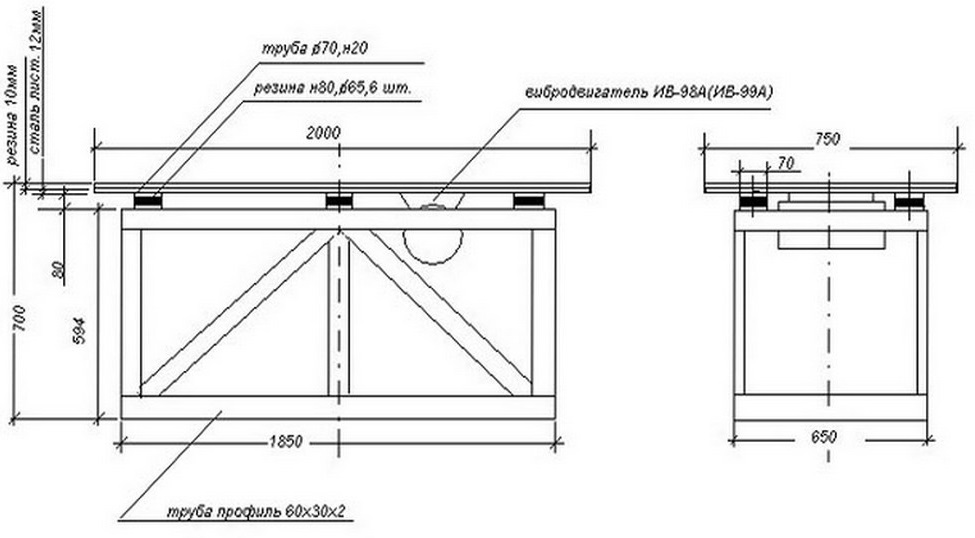
Так давайте первым делом рассмотрим чертежи вибростолов.
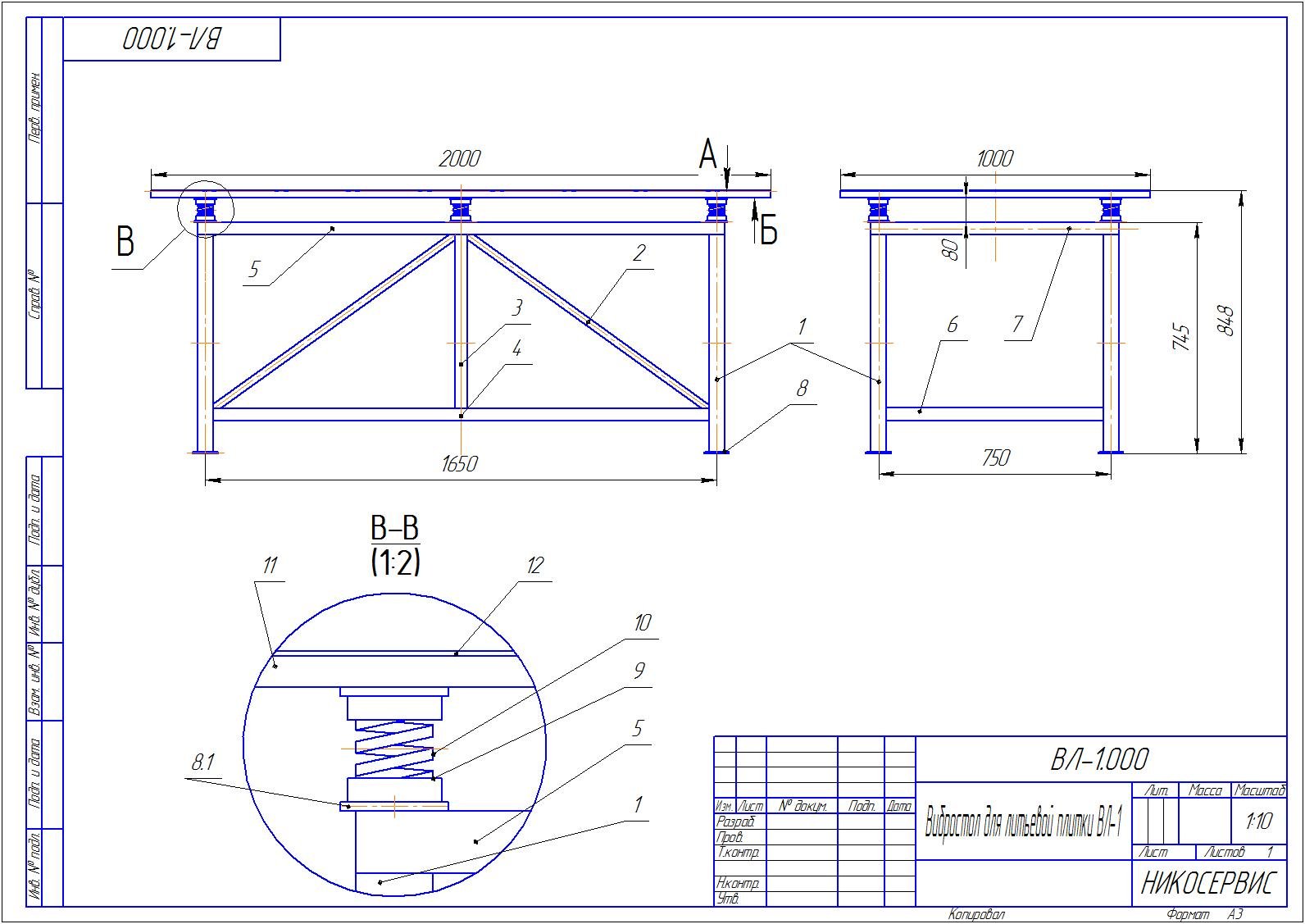
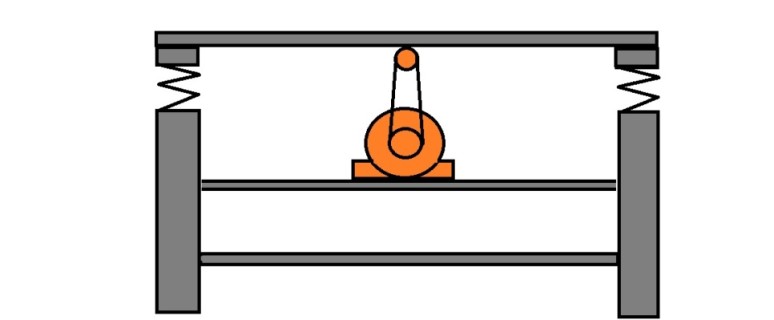 Сразу стоит внести доработку и рационализаторское предложение, в виду того что самодельные вибродвигатели зачастую выходят из строя, а именно эксцентрик выводит вал в разнос и двигатель клинит. Так вот чтоб соосность вала электродвигателя оставалась в постоянном рабочем состоянии, следует сделать следующее, разместить вал с эксцентриком отдельно, а крутящий момент передавать через ременную передачу, тем самым у нас значительно продлиться ресурс двигателя.
Сразу стоит внести доработку и рационализаторское предложение, в виду того что самодельные вибродвигатели зачастую выходят из строя, а именно эксцентрик выводит вал в разнос и двигатель клинит. Так вот чтоб соосность вала электродвигателя оставалась в постоянном рабочем состоянии, следует сделать следующее, разместить вал с эксцентриком отдельно, а крутящий момент передавать через ременную передачу, тем самым у нас значительно продлиться ресурс двигателя.
Вот вам небольшой набросок для наглядности.  Чтож ребята, погнали дальше;) Из профтрубы прямоугольного сечения следует сварить раму стола (или из уголка) Размеры в каждом индивидуальном случае будут разные, в зависимости от ваших производственных возможностей.
Чтож ребята, погнали дальше;) Из профтрубы прямоугольного сечения следует сварить раму стола (или из уголка) Размеры в каждом индивидуальном случае будут разные, в зависимости от ваших производственных возможностей.
Столешница сваривается из уголка 20х20, поверхность листовой металл 1-2 мм, обратите внимание!Борта должны быть в обязательном порядке, они нужны чтоб при работе вибродвигателя формы не слетели со стола. Прорези в углах стола способствуют естественному удалению разлившегося в процессе формовки раствора.
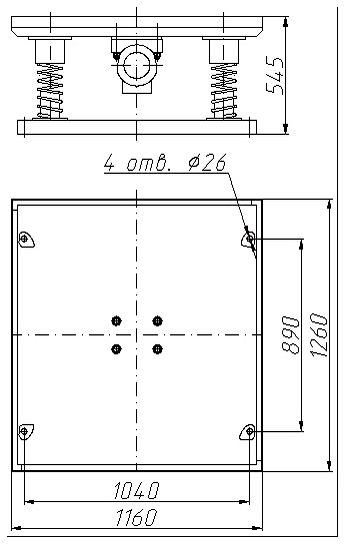
 Пружины по углам вибростола привариваются сваркой, такие пружинки можно взять к примеру от мотоциклетных амортизаторов. Служат они для передачи вибрации на столешницу вибростола.
Пружины по углам вибростола привариваются сваркой, такие пружинки можно взять к примеру от мотоциклетных амортизаторов. Служат они для передачи вибрации на столешницу вибростола. 
 Далее на раму стола устанавливается вибродвигатель. Сделать его можно самостоятельно (обратите внимание на фото)
Далее на раму стола устанавливается вибродвигатель. Сделать его можно самостоятельно (обратите внимание на фото)
 Ну или же купить заводской вибродвигатель с большим запасом ресурса, такого движка надолго хватит.
Ну или же купить заводской вибродвигатель с большим запасом ресурса, такого движка надолго хватит.  Надеюсь с созданием вибростола для изготовления тротуарной плитки вы немного разобрались. А теперь давайте поговорим о том как самостоятельно делать эту самую тротуарную плитку, что для этого потребуется, какие тонкости и нюансы ждут вас в этом деле? Все расскажем и покажем;)
Надеюсь с созданием вибростола для изготовления тротуарной плитки вы немного разобрались. А теперь давайте поговорим о том как самостоятельно делать эту самую тротуарную плитку, что для этого потребуется, какие тонкости и нюансы ждут вас в этом деле? Все расскажем и покажем;)
Формы для изготовления тротуарной плитки.
И так, первым делом вам понадобятся формы для плитки, сегодня их можно купить в любом крупном строительном супер-маркете, или же заказать в интернете любой формы и конфигурации. Кстати материал тоже бывает разный -это в основном пластмасса, силикон, стекловолокно. По обычаю самым длительным ресурсом обладают силиконовые формы, но и цена соответственно будет выше.
Так же рисунок на форме разнообразен.  Готовые формы теперь знаем где взять, далее полученные формочки нужно смазать! Да товарищи, именно смазать) нужно это для того, чтоб залитый в форму раствор не пристыл к стенке и после застывания благополучно вышел в виде готовой тротуарной плитки с гладкой и ровной поверхностью.
Готовые формы теперь знаем где взять, далее полученные формочки нужно смазать! Да товарищи, именно смазать) нужно это для того, чтоб залитый в форму раствор не пристыл к стенке и после застывания благополучно вышел в виде готовой тротуарной плитки с гладкой и ровной поверхностью.
Смазать формы можно как специальными смазками, так и народными, проверенными временем. 1.-это моющие средства (например Фери или АОС) делается мыльный раствор и им смазывается внутренность матрицы.  Но этот метод не все мастера принимают и многие ребята практикуют применение отработанного машинного масла.
Но этот метод не все мастера принимают и многие ребята практикуют применение отработанного машинного масла.
Эффективность у него на порядок выше, но остается небольшой масляный след.  Взять отработанное масло вы сможете в ближайшем автосервисе, где вам его отдадут бесплатно, ну или за символическую плату, потому как такого добра у этих ребят дополна, потому как по специфике своей работы они зачастую меняют масло в автомобилях и заливают новое.
Взять отработанное масло вы сможете в ближайшем автосервисе, где вам его отдадут бесплатно, ну или за символическую плату, потому как такого добра у этих ребят дополна, потому как по специфике своей работы они зачастую меняют масло в автомобилях и заливают новое.  По большому счету ведра или канистры с маслом вам хватит надолго.
По большому счету ведра или канистры с маслом вам хватит надолго.  Полученное масло переливаем в более удобную посуду (можно в распылитель)
Полученное масло переливаем в более удобную посуду (можно в распылитель)  А далее все просто, смазываем форму и закладываем приготовленный заранее раствор цемента /песка/мелкого гравия/ и воды, для придания цвета добавляется пигментный краситель, который так же можно купить в строительном магазине или заказать через интернет.
А далее все просто, смазываем форму и закладываем приготовленный заранее раствор цемента /песка/мелкого гравия/ и воды, для придания цвета добавляется пигментный краситель, который так же можно купить в строительном магазине или заказать через интернет.
Наполнять формы нужно не полные, чтоб при вибрации стола и растекании раствор не выливался за края 
Полки и поддоны должны быть выставлены строго по уровню, чтоб в итоге плитка получилась ровная и гладкая, без перекосов.  В таком положении формы с раствором должны отлежать не менее 24 часов, чтоб цемент застыл и тротуарная плитка приняла свой окончательный вид, далее содержимое извлекается и перекладывается для дальнейшей просушки еще на 2 недели, а уже потом можно укладывать в стопки и готовить к отправке.
В таком положении формы с раствором должны отлежать не менее 24 часов, чтоб цемент застыл и тротуарная плитка приняла свой окончательный вид, далее содержимое извлекается и перекладывается для дальнейшей просушки еще на 2 недели, а уже потом можно укладывать в стопки и готовить к отправке.  Вот таким образом можно самостоятельно сделать вибростол для изготовления тротуарной плитки и отливать свою собственную плитку, бордюрный камень. Если у Вас есть какие либо вопросы, то задавайте их в комментариях (см ниже) Всем постараемся ответить.
Вот таким образом можно самостоятельно сделать вибростол для изготовления тротуарной плитки и отливать свою собственную плитку, бордюрный камень. Если у Вас есть какие либо вопросы, то задавайте их в комментариях (см ниже) Всем постараемся ответить.
Большое спасибо за внимание, до новых встреч!
Источник: www.samodelkindrug.ru
Технология изготовления плитки тротуарной методом вибролитья
Существует два способа производства тротуарной плитки: вибропрессование и вибролитье. Технология производства тротуарной плитки вибролитьем имеет явные преимущества:
- Большой ассортимент выпускаемой продукции;
- Привлекательная глянцевая поверхность;
- Прочность и высокое качество изделий.
Технология производства тротуарной плитки методом вибролитья позволяет применять специальные добавки в бетон, которые значительно улучшают качество выпускаемой продукции. А добавление различных пигментов поможет сделать Вашу плитку яркой и привлекательной.
Оборудование для изготовления тротуарной плитки
1 вибростол, 2 бетоносмесителя, ванна с електронагревательными злементами, 1 распалубочный стол.
Ориентировочная рецептура бетона
Первый — фактурный слой обеспечивает качественные основные показатели плитки.
- цемент — 500 кг
- щебень с песком (2:1)
- пластифицирующие добавки — расход, в зависимости от используемой добавки
- краситель — 7,5-12 кг
Второй — основной слой задает плитке желаемую толщину и является основным носителем прочности
- цемент — 250 кг
- щебень с песком (1:1)
- пластифицирующие добавки — расход, в зависимости от используемой добавки
- краситель — отсутствует
Технология изготовления тротуарной плитки методом вибролитья
- Приготовить бетон в меньшем бетоносмесителе с пигментом (см. приготовление пигмента), а в большем бетоносмесителе без него.
- Разложить формы на вибростоле максимально плотно друг к другу.
- Разложить (максимально покрывая дно формы) цветной бетон слоем в 1-2 см. При изготовлении серой плитки краситель в лицевом слое отсутствует.
- Включить вибратор на 5 — 10 сек., бетон должен покрыть дно формы ровным слоем. Амплитуда и интенсивность колебаний столешницы вибростола должна быть умеренной, бетон в формах не должен «кипеть», он должен уплотняться под собственной тяжестью. Интенсивность вибрации должна быть одинаковой по всей поверхности столешницы, этого можно достигнуть жестким оребрением.
Регулировка вибрации проводится путем уменьшения размеров или веса пластин дисбаланса находящихся на якоре электродвигателя под крышками. - Добавить бетон без пигмента в формы столько, сколько необходимо до краев формы, но не меньше. Включить вибратор на 5-10 сек. Срезать металлическим уголком (двигать его углом вперёд) лишний бетон, выравнивая его по краю формы.
- После заполнения формы бетоном и окончания вибрации раствор в формах тщательно загладить (затереть). При недостаточном количестве бетона в форме добавить раствор и затереть без вибрации. Заглаженные формы составить на поддоны слоями, прокладывая каждый слой листами пластика. Общее количество слоев — не более 10.
- Поддоны с заполненными формами накрыть полиэтиленовой пленкой, для предохранения от высыхания. Поддоны с формами допускается передвигать не ранее, чем через 48 часов после заливки.
- Перед выбивкой форму необходимо нагреть до 60-70 градусов Цельсия в водяной ванне, выдерживая каждую форму в ней не более 2 минут. Нагретая форма помещается на вибростол для выбивки. Распалубка квадратных плит и фасадной плитки происходит без каких-либо специальных приспособлений. Следует отметить, что распалубка без предварительного нагрева укорачивает срок службы формы приблизительно на 30 % и может привести к браку готовой продукции, особенно у тонких изделий.
- Сушка готовых изделий происходит в течении 2 суток в естественных условиях. Поддоны с изделиями допускается передвигать не ранее, чем через 48 часов после заливки.
- После распалубки плитку укладывают на европоддоны «лицом» к «лицу», увязывая их упаковочной лентой. Для обеспечения дальнейшего твердения бетона и сохранения товарного вида изделий их необходимо накрыть полиэтиленовой термоусадочной или стрейч-пленкой.
- В летнее время отпуск изделий производится при достижении ими 70 % от проектной прочности, что приблизительно соответствует 7 суткам твердения бетона, считая с момента его изготовления. В зимнее время отпуск производится при достижении 100 % от проектной прочности (28 суток с момента приготовления бетона).
Приготовление пигмента
Неорганические порошковые пигменты в обязательном порядке перед применением смешивают с водой до образования сметанообразной консистенции и настаивают в таком состоянии не меньше 1 часа для увеличения дисперсности, величина которой и характеризует красящую способность. Следует помнить о том, что это дорогой компонент бетона, кроме того, что увеличение его содержания ухудшает его качество бетона, поэтому снижение его доли в бетоне при достаточной насыщенности является желательным.
Приготовленный краситель может храниться достаточно долго, так как имеет стабильную формулу, но цвет по мере хранения может быть ярче из-за увеличения дисперсности пигмента. Перед добавлением в бетон его перемешивают.
Примечания
Пластиковые формы моют в слабом растворе соляной кислоты (около 5%-7%), в принципе формы можно мыть и в кислоте большей концентрации, но это уже небезопасно для здоровья, формы после мытья в кислоте необходимо промыть водой.
Источник: www.formpark.ru